Smartphone frames
ARBURG is one of the world's leading manufacturers of injection moulding machines for plastics processing and has maintained a long-standing and successful working relationship with REGLOPLAS in the field of powder injection moulding. ARBURG has also relied on the expertise of REGLOPLAS for their smartphone frame development project. With their customised solution, based on variothermal temperature control, high-quality parts are produced that only require minimal reprocessing. The system simultaneously offers a very short ROI and impresses with its simple operation.
accordion header
Powder injection moulding is a manufacturing technology for the production of small and complexly shaped metal parts. For some years now, the trend has been moving towards the production of larger parts with higher aspect ratios. This development is also reflected in the market demand for the production of frames for smartphones.
Until now, powder injection moulding processes have relied on an isothermal mould temperature to produce parts. Since this temperature is considerably lower than the melting point of the feed material, which has a high thermal conductivity, high injection speeds are required. Without these higher speeds, adequate filling of the cavities cannot be achieved without premature freezing of the feed material. However, an increased injection speed usually leads to a difference in density and the green parts produced by this method very often have an inhomogeneous density distribution. The inhomogeneity also results in a strong distortion during sintering. Depending on the feed material, dark-coloured segregation lines may result around the injection point and along the flow paths. In order to avoid all these deficiencies to the part, the mould temperature must be brought to the melting point in a controlled manner during injection.
Variothermal temperature control is the basis for dynamic mould temperature control. By switching between defined temperatures, the user can directly influence the surface moulding and the solidification behaviour of the feedstock.
A variothermal temperature control unit has two temperature control circuits with different temperature levels. Switching between these circuits allows for heating or targeted cooling. This process creates an individual temperature delta in the mould.
In the powder injection moulding process for smartphone frames, long flow paths and thin wall thicknesses must be achieved simultaneously. In addition, the segregation lines that typically result from this type of application must be eliminated. The intended feedstock is stainless steel Catamold 316 LG Plus.
To meet ARBURG's specifications, powder injection moulding—ARBURG's core competence—was combined with REGLOPLAS' expertise in the field of temperature control to jointly implement the smartphone frame development project.
In the early stages of the project it became clear that the key to success would be a perfectly coordinated interaction between mould and hot runner and dynamic mould temperature control through the use of variothermal temperature control with an energy battery.
ARBURG and BASF have jointly developed a mould that adjoins the temperature channels close to the cavity. This enables rapid heating and cooling, which is the basic requirement for effective variothermal temperature control (dynamic mould temperature control).
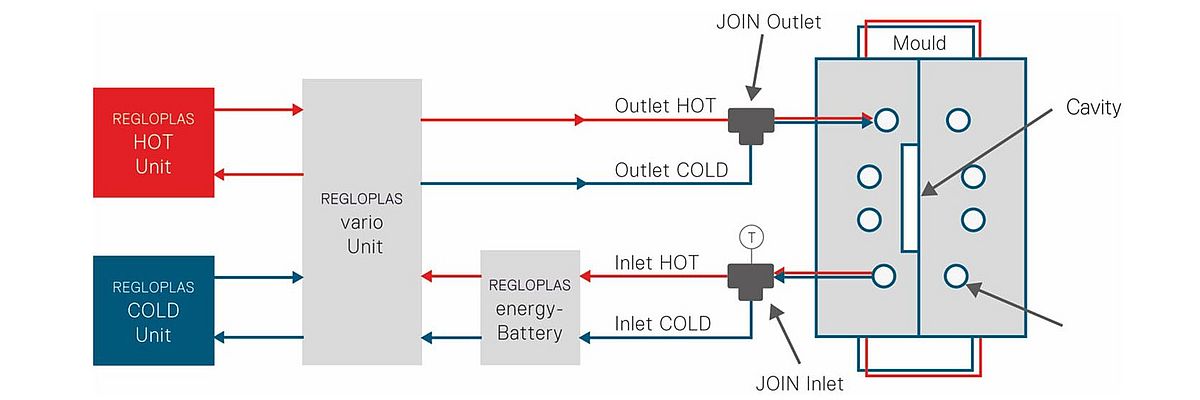
In order to simultaneously achieve long flow paths with constant green density and thin wall thicknesses, variothermal temperature control is vital. REGLOPLAS calculated the key data for the temperature levels of 120 °C and 170 °C using the component geometry and the intended feedstock (Catamold 316 LG Plus). The first trials were carried out with a REGLOPLAS P180M/18/SM73H/SK-RT100 temperature control unit for heating and a REGLOPLAS P180M/8/SM73H/SK-RT100 type device for cooling, supplemented with the Vario switching unit plus energyBattery (Figure 1).

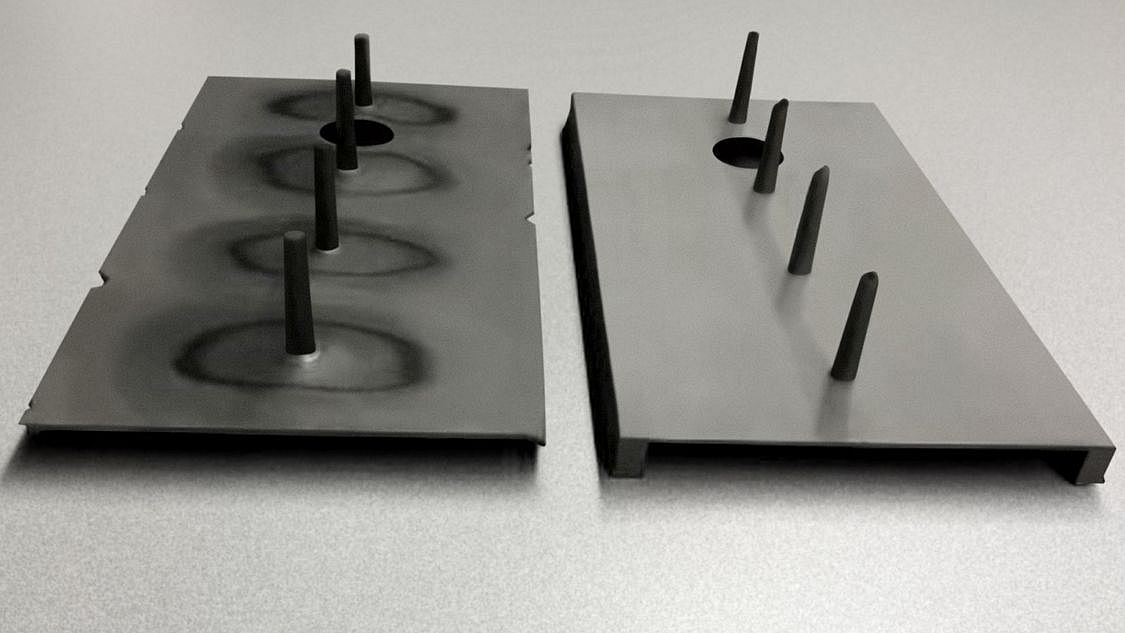
A further advantage of variothermal temperature control was identified during the use of these systems, which is shown in Figure 2. The left moulded part was produced using isothermal mould temperature control. Due to the thin wall thickness, the available injection pressure (2500 bar) of the injection moulding machine was not sufficient to fill the part completely. The segregation lines are also very strong. The workpiece on the right side was produced with variothermal temperature control from REGLOPLAS. The part was completely filled at injection pressures below 600 bar and shows no segregation lines or other disruptive factors. The surface appearance is very uniform and the segregation lines around the sprue that are typical of isothermal tempering have been completely eliminated.
The quick change between hot and cold water at temperature levels of 120 °C and 170 °C causes problems in the pressure strokes and shocks in the temperature control unit. By using the REGLOPLAS energyBattery (3.6 litre tank), REGLOPLAS has minimised the temperature deviation, reduced the problem of pressure strokes, and increased process stability.
The REGLOPLAS energyBattery serves as a storage unit for the liquid medium used in the process at the defined temperature. By switching between the two temperature levels in the Vario switching unit, the stored medium can be returned to the process circuit quickly and without additional energy expenditure by using the REGLOPLAS energyBattery.
The dynamic mould temperature control requires a total power consumption of 32 kW. Thanks to the REGLOPLAS energyBattery, this application resulted in an energy saving of approx. 2.3 kW (see the schematic diagram of the energy battery in Figure 3). This leads to monetary savings of between €2,700 and €5,400 per year. (Calculated assuming a machine utilisation level of 89.3% over 24 hours/7 days and an electricity price of 15–30 eurocents per KWh). As a result, the ROI (Return on Investment) can be achieved within the first year of operation, depending on the type of energy battery and the current electricity price.
REGLOPLAS developed and programmed a special interface between the Vario switching unit, the energyBattery, and the machine control system for communication with the injection moulding machine. The operator can thus operate the system easily and design the work process flexibly. Thanks to the integration of process signals into the machine control system, the desired process parameters are easily adapted and the pre-set temperatures are continuously monitored.
REGLOPLAS also suggested the installation of an additional remote access to the Vario switching unit. Direct access for measurements, data acquisition and other functions is therefore available via a laptop or equivalent device.
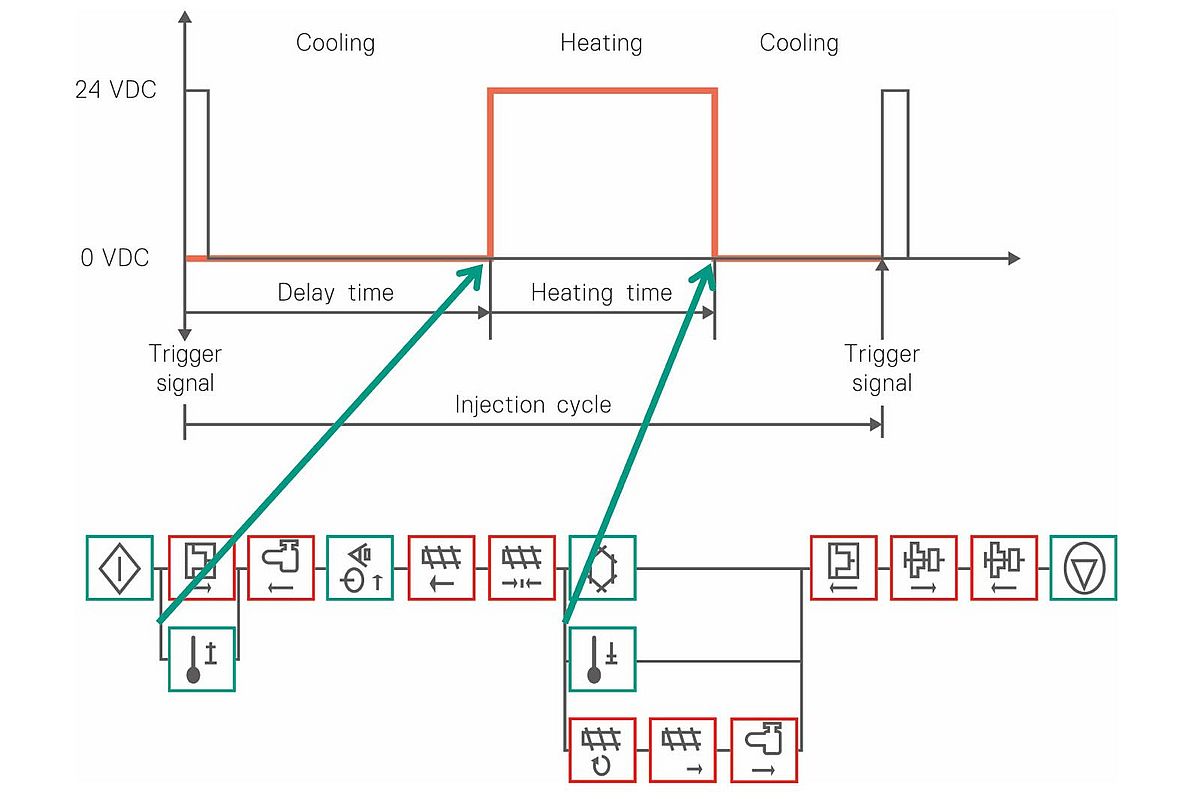
Figure 4 shows schematically the switching cycles of the temperature levels in connection with the visualised process sequence of the powder injection moulding process.
With their variothermal temperature control, REGLOPLAS offers a user-friendly solution for the production of sophisticated, thin-walled and complex components.
The advantages of the smartphone frame project are:
- The use of variothermal temperature control eliminates the segregation effects of the Catamold 316 LG Plus feedstock. This results in a uniform surface quality. At the same time, a constant pressure distribution is achieved in the component and thus a constant green density.
- The use of the REGLOPLAS energyBattery ensures energy savings with constant process constancy and thereby reduces the cost of ownership for production.
- The integration of process signals into the machine control system allows for simple and direct adaptation of the desired process parameters as well as the monitoring of pre-set temperatures.
- The concept developed by REGLOPLAS produces homogeneous surfaces with a cycle time of less than 1 minute (with an appropriately designed mould).
- The construction allows for long flow paths at a constant green density.
- The injection moulding machine requires a significantly lower clamping force and can be dimensioned more compactly. The resulting lower purchase price and lower operating costs reduce the cost of ownership in production.
[1] Arburg PIM Seminar Taiwan
Regloplas AG
Regloplas AG is a family-owned company that has specialised in the development and production of intelligent temperature control systems with Swiss quality for more than 55 years. These ensure maximum process stability through exact control accuracy in the temperature ranges. Regloplas AG offers its customers worldwide complete temperature control solutions for highly sophisticated manufacturing processes and is thus a market leader.
www.regloplas.com
ARBURG
ARBURG is one of the world's leading manufacturers of high-quality injection moulding machines for plastics processing. The product portfolio includes ALLROUNDER injection moulding machines, the freeformer to industrial additive manufacturing as well as robotic systems, customer- and industry-sector-specific turnkey solutions and other peripheral equipment. Thus, ARBURG offers you an individually adapted, efficient production solution for every requirement.
www.arburg.com