Franken Guss – detail is key
Franken Guss GmbH & Co. KG has been manufacturing custom iron and aluminium castings for almost 100 years in Kitzingen. For more than 20 years, Regloplas AG, manufacturer of temperature control technology, has been supplying oil and pressurised water temperature control units for this demanding process in die casting production.
The Franken Guss customer list includes Daimler, Porsche, Audi, Lamborghini and VW for example. What is it that drives the big players in the automotive industry to rely on Franken Guss components? Firstly, these are often safety-relevant components which have to withstand high loads with regard to deformation and breakage. Secondly, the foundations for the successful design of a production tool that meets all standards are already laid in the prototype production stage. Above all, customers decide to entrust their products to Franken Guss based on the in-depth expertise and decades of experience of our company. It is therefore very important for Franken Guss to have Regloplas supply the temperature control for die casting production, as an important step of that process.
However, Franken Guss manufactures much more than highly functional castings for the automotive industry. They also produce parts for industrial applications, castings for white goods such as oven doors, as well as parts for the aerospace industry.
Front axle bearing block
Cast components for the automotive industry, such as this bearing block, are frequently being made out of aluminium. The low weight and economical production of large series of such parts are crucial in the automotive industry. The light aluminium alloy fulfills emissions reduction as well as fuel economy requirements, and meets high quality standards in terms of mechanical stability. Deformation properties and fracture resistance are crucial and are continuously checked and monitored. The construction must be able to absorb loads caused by bumps, such as potholes or uneven road surfaces, as well as forces that arise when driving through tight bends, abrupt braking or acceleration.

Wheel carrier
The wheel carrier is part of the wheel suspension and connects the wheel to the vehicle body. Huge static and dynamic forces resulting from the vehicle’s own weight and load, as well as from acceleration and deceleration forces are applied on the wheel suspension. Another task of the wheel carrier is to ensure directional stability and position accuracy while driving.

Seat anchor
Franken Guss produces a seat anchor for a well-known seat manufacturer. Just as in the case of a road vehicle, in aerospace, weight and safety relevance also play a major role for this component made of die-cast aluminium. A lower weight reduces fuel consumption, which not only saves costs but also contributes significantly to CO2 reduction.

By default, Franken Guss relies on oil and water temperature control for the die-casting die. For this, the dies are preheated with 4 to 5 oil temperature control units and brought to temperature. The dies are cooled with 8 to 10 pressurised water units before the cast blanks are removed. Double units are often used to save space. However, the trend clearly shows a shift from conventional oil temperature control units to pressurised water temperature control units. Regloplas types 300MD, 300L or 300LD oil temperature control units as well as P161XL or P180LD pressurised water temperature control units are used. It was possible to reduce the cycle time by using the temperature control units. The die casting dies have a weight range of 2 to 27 tonnes. Their cooling channels are designed for water temperature control with a maximum internal pressure of 6-7 bar. Franken Guss keeps the water quality constant for the temperature control units by using special equipment. This ensures that virtually no limescale will be deposited in the die casting die, thus extending tooling life.
Using water temperature significantly helps more accurately controlling energy balance and the temperature difference before and after the shot into the die casting die than with oil units. The die casting die is cooled to approx. 200 °C to remove a cast blank. The development process for a new die casting die usually begins with the simulation of a possible die on the computer. During the simulation of the die casting process, empirical values from the production flow into the consideration of the entire die casting process in order to improve the development process.

The Franken Guss production management has decided to use only the new pulsed temperature control technology when installing new die casting machines. Franken Guss is already using 2 systems supplied by Regloplas.
The pulsed temperature control is a development for the temperature control of die casting dies and injection moulds. During the implementation of the concept, special attention was given to the focus areas of energy efficiency, ease of use and service, performance range and practical construction.
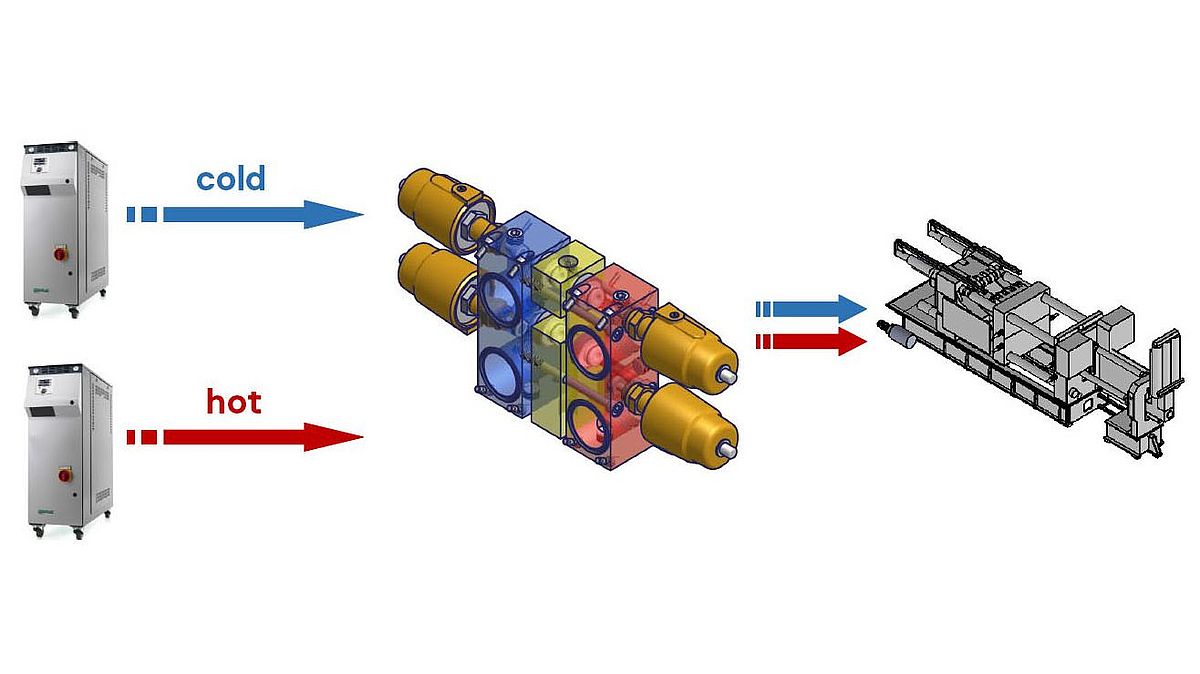
The pulsed temperature control enables the supply (heating) and removal (cooling) of energy, allowing even higher temperature stability in the tools. Each circuit can supply and dissipate energy independently of the other circuits.
The minimum requirements of every pulsed temperature control consist of the heat source, cooling source and the valve set and distribution manifold with the associated PLC.
Regloplas temperature control units provide the heating and cooling source. The valve set and distribution manifold consists of two main circuits, one of which carries a warm and the other a cold heat transfer medium.
The sensors in the valve set continuously measure the temperature of the heat transfer medium, which is returned from the process. Whenever deviations from the set-point values set in the user program occur, the control system reacts in real time by adjusting the manipulated variable. The tool’s circuit can be supplied with a warm or cold heat transfer medium as required.

Last but not least, the pulsed temperature control is ideal to meet the high requirements of modern production by offering various options. These requierments are, for instance, the monitoring and recording of the temperatures of the heat transfer medium and possibly also of the tool over the entire process step. These process images can be used to improve the quality of the products in a targeted way.
In summary, the advantages of pressurised water and oil temperature control are:
- Powerful pressurised water temperature control units up to 250 °C and oil temperature control units up to 350 °C especially for use in the die casting process.
- Multiple manifold system with max. 80 temperature control circuits with 8 temperature control units; each circuit can be individually influenced and regulated
- Thermal separation of hot and cold circuits in the pulsed temperature control, meaning that two process temperatures are available at all times
- Large performance range of temperature control technology for fast heating-up times and high cooling capacities
- Pump capacity can be adjusted to the actual power requirement using a frequency converter
- Large number of different interface options for the Regloplas temperature control units
- Recording of accumulated process data in the control system
List of sources:
[1] Photo by Franken Guss
[2] Photo by Franken Guss
[3] Photo by Franken Guss
[4] Photo by Franken Guss
[5] Diagram by Regloplas AG
[6] Photo by Franken Guss
[7] Photo by Franken Guss
Regloplas AG
Regloplas AG is a family-owned company that has specialised in the development and production of intelligent temperature control systems with Swiss quality for more than 55 years. These ensure maximum process stability through exact control accuracy in the temperature ranges. Regloplas AG offers its customers worldwide complete temperature control solutions for highly sophisticated manufacturing processes and is thus a market leader.
https://www.regloplas.com
Franken Guss GmbH & Co. KG
Based in Kitzingen, Mainfranken, Germany, the foundry specialist in iron and aluminium castings has a workforce of about 650 and generates sales of around € 136 million.
With expertise and experience in iron and aluminium casting of more than 90 years, Franken Guss meets very high customer requirements in casting technology. The demands for fast prototypes or small series production can be met using 3D printing (additive manufacturing).
https://www.frankenguss.de