How to press skis
Where competence "merges" with customer concerns
Thanks to energy-efficient process optimisation in ski production at Stöckli Swiss Sports AG, REGLOPLAS temperature control units properly warm up the cold winter.
Almost 100 years ago, skis were still made of ash wood. The boards were steamed above a steam boiler and were then bent into the right shape. After bending, they were left to dry. Over the past decades, not only have the processed materials changed—first layer-bonded wood, later fibreglass—but also machine production, which is much faster and more efficient. Today a ski is made of the following materials: wooden core, aluminium, rubber, fibreglass, non-woven materials, PE coating, PA surface and steel edges. Although special production machinery has simplified the ski manufacturing process, approximately 70 manual operations are still required to complete each ski.


Since safety requirements for current production processes are constantly increasing and the steam-heated ski press of our customer Stöckli Swiss Sports AG could no longer meet these requirements, alternatives had to be sought. Minor adaptations to the existing system did not meet the safety requirements and were also not regarded as economical. A complete new acquisition would have been too cost-intensive; therefore, REGLOPLAS developed a customer-specific special solution in cooperation with the Lucerne School of Engineering and Architecture (Center of Competence IIEE, Efficient Energy Systems).
The challenge: Long-established processes meet cutting edge customer-specific technology
The technical challenge was to change the heating process of the ski press from steam heating to water heating.
The changeover was successfully implemented with the help of REGLOPLAS temperature control units, which are ideally adapted to the production process.
Together with the Lucerne School of Engineering and Architecture, a reproducible production process based on the current situation was defined in consultation with the customer. In order to simulate the actual situation, a REGLOPLAS test device was used to help determine the required measurement values.
Based on the evaluation of the measurement values, the specialists quickly realised that the heating process that previously took place in the steam boiler had to be completely remodelled. Hot water was used in the place of steam. It was also important for the specialists that the temperature could be set more precisely and adjusted during the pressing process. This makes the heating process even more resource-efficient. Performance and process data were calculated from the collected findings. The characteristic values helped in the selection of the required REGLOPLAS temperature control units. As the required specifications and requirements could not be covered by a REGLOPLAS standard product, a customer-specific device was developed.
The solution was based on the Regloplas P160M pressurised water device, which was provided with higher heating and cooling capacities. In addition, a special energy-efficient IES cooling unit was used, which ensures automatic switching to Free-Cooler (heat exchanger). All extensions were achieved without changing the dimensions.
Technical features, such as the REGLOPLAS ramp program MP2002, which maps the process cycle, helped to ideally calculate the final manufacturing process and thus make the system more stable. The pressing process essentially consists of 3 steps: the heating phase, the hold phase, and the cooling phase. With the temperature control units, it is now even possible to run specific temperature ramps. The heating phase with steam was about 4-5 minutes faster, but it was very difficult to control the temperature. This is much easier now with the temperature control units, ensuring a more stable process. Probably the most important advantage is the reproducibility of the process by means of water temperature control, so that today, operators know exactly what they are doing, whereas before they had to rely on empirical values to adjust the machine. Thanks to the transparency of the machine parameters, these can now also be much better adapted if the environmental conditions should change.
The phenolic resin adhesive mainly determines the hold phase; pressure and temperature must be correct so that a ski can be manufactured optimally. The ski is pressed at a temperature of about 140°C.
The cooling phase reduces the temperature to 25°C before the pressing process is completed. The specially installed IESG 210/450/HP cooling unit ensures energy-optimised temperature reduction. With a total process duration of about 25 minutes, two pairs of skis can be produced simultaneously in one press.
Further advantages for the customer are the external displays of the RT100, as these would have been difficult to access on the devices due to space constraints. Furthermore, the REGLOPLAS control system was integrated into the overall control system of the presses.
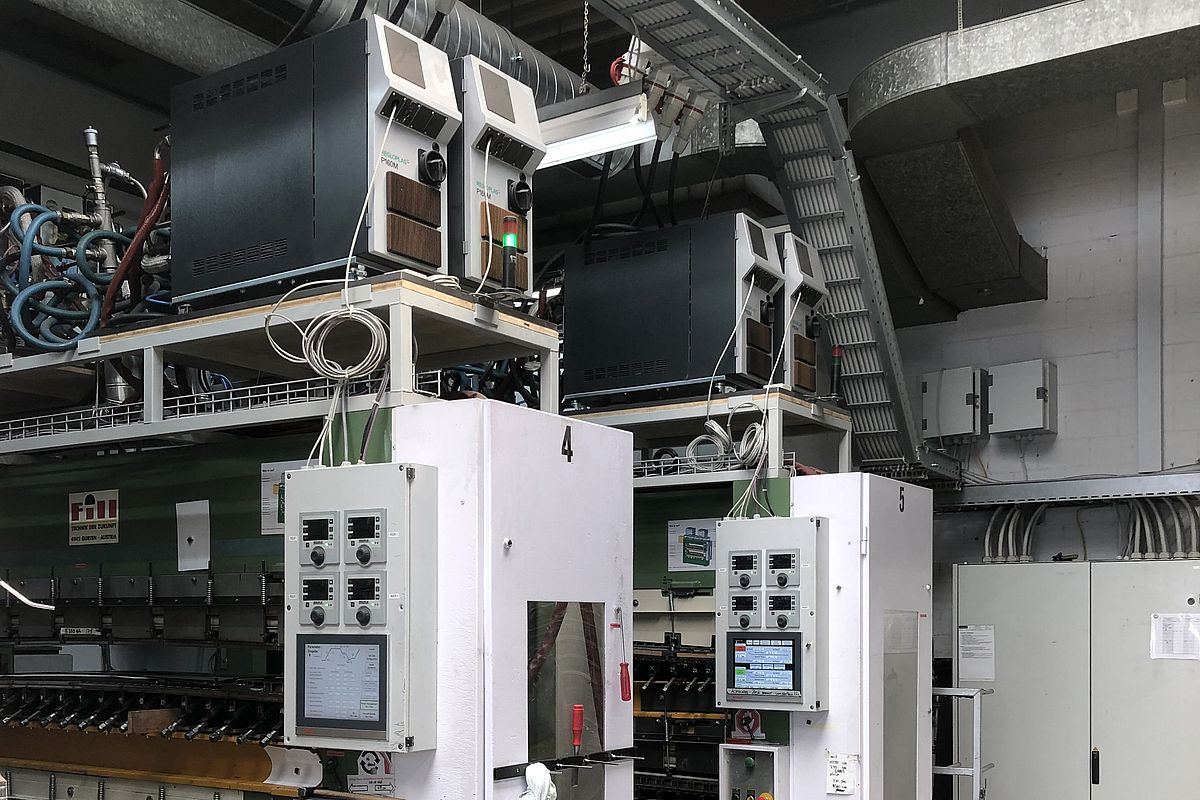
This central control system can now be operated via a modern touch screen. Thanks to the new production process, the ski press works in a process-optimised manner with enhanced quality.
After successful testing, commissioning, application, process adaptation and optimisation phases, the customer-specific P160M/38/SM75/2SK/RT100 was finally put into operation.
The customer now operates their production with an energy-optimised, reproducible process that was developed and made available as a turnkey solution by REGLOPLAS in successful cooperation with the Lucerne School of Engineering and Architecture.
In summary, the advantages of pressurised water temperature control with the Regloplas P160M are:
- Measured variables such as temperature and pressure can be determined much better now than before with steam. This results in a clearly reproducible process.
- Process adjustments can be made much easier when environmental conditions change, even during the same working day.
- Switching from steam to water also means switching from heating oil as an energy source to electricity, with all the advantages of electrical temperature control.
- The operability of the presses by means of a central control system, as the temperature control units could not have been operated at the installation site.
[1] Photo Stöckli Swiss Sports AG
[2] Photo Stöckli Swiss Sports AG
[3] Photo Stöckli Swiss Sports AG
Regloplas AG
Regloplas AG is a family-owned company that has specialised in the development and production of intelligent temperature control systems with Swiss quality for more than 55 years. These ensure maximum process stability through exact control accuracy in the temperature ranges. Regloplas AG offers its customers worldwide complete temperature control solutions for highly sophisticated manufacturing processes and is thus a market leader.
https://www.regloplas.com
Stöckli Swiss Sports AG
For more than 80 years, the owner-managed family business has been producing skis for racing and popular sports in its production facility in Malters. Stöckli Swiss Sports AG is the last ski manufacturer based in Switzerland with a total annual production of 60,000 pairs of skis. Thanks to many years of experience and continuous innovation, racing athletes have won several world championship titles, World Cup victories and Olympic medals with Stöckli Ski.
https://www.stoeckli.ch
For more information please contact your local representative via the contact form.